



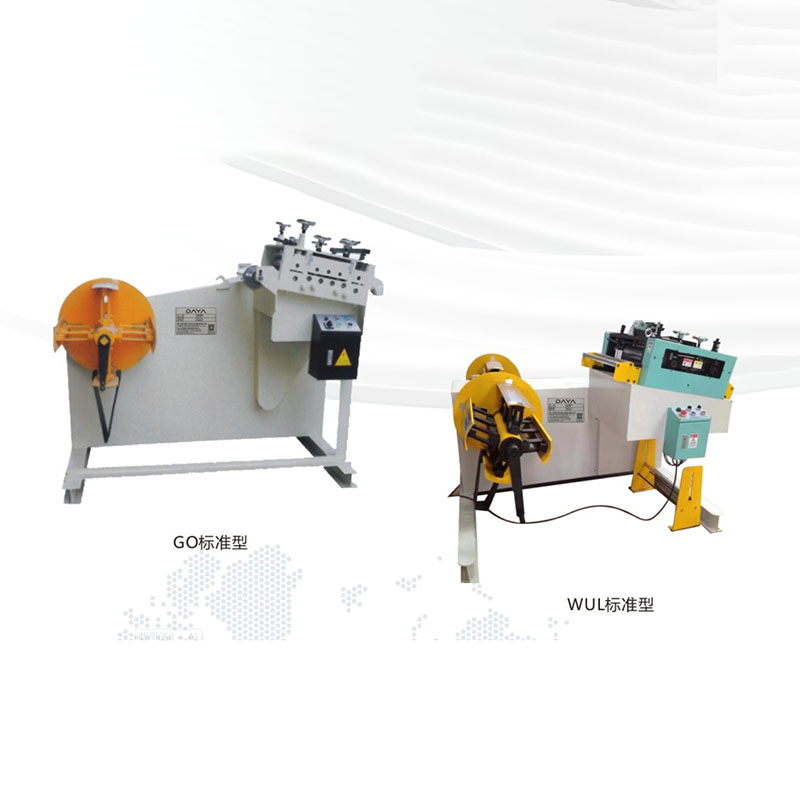
જાઓ, WUL- શ્રેણી સર્વો ફીડર મશીન
લાક્ષણિકતા
1. લેવલિંગ ગોઠવણ ઇલેક્ટ્રોનિક ડિજિટલ ડિસ્પ્લે મીટર રીડિંગને અપનાવે છે;
2. ઉચ્ચ ચોકસાઇવાળા સ્ક્રુ પહોળાઈ ગોઠવણને નિયંત્રિત કરવા માટે સકારાત્મક અને નકારાત્મક બે-માર્ગ હેન્ડવીલ દ્વારા ચલાવવામાં આવે છે;
3. ફીડિંગ લાઇનની ;ંચાઇ મોટર સંચાલિત એલિવેટર દ્વારા ગોઠવવામાં આવે છે;
4. હોલો રોલર બ્લockingકિંગ ડિવાઇસની એક જોડીનો ઉપયોગ સામગ્રી શીટ માટે થાય છે;
5. ફીડિંગ રોલર અને કરેક્શન રોલર ઉચ્ચ એલોય બેરિંગ સ્ટીલ (હાર્ડ ક્રોમિયમ પ્લેટિંગ ટ્રીટમેન્ટ) થી બનેલા છે;
6. હાઇડ્રોલિક પ્રેસિંગ આર્મ ડિવાઇસ;
7. ગિયર મોટર પ્રેસિંગ વ્હીલના ફીડિંગ હેડ ડિવાઇસ ચલાવે છે;
8. હાઇડ્રોલિક સ્વચાલિત ફીડિંગ હેડ ડિવાઇસ;
9. હાઇડ્રોલિક સપોર્ટ હેડ ડિવાઇસ;
10. ફીડિંગ સિસ્ટમ મિત્સુબિશી પીએલસી પ્રોગ્રામ દ્વારા નિયંત્રિત છે;
11. ખોરાકની ચોકસાઇ યાસ્કવા સર્વો મોટર અને ઉચ્ચ ચોકસાઇવાળા ગ્રહોની સર્વો રીડ્યુસર દ્વારા નિયંત્રિત થાય છે;

એક મટિરિયલ રેક અને લેવલિંગ મશીન બેની સુવિધાઓ:
1. મટિરીયલ રેક સીધી મશીન સાથે એકીકૃત છે, જે જગ્યા લેતી નથી. લોડિંગ અને અનલોડિંગની સુવિધા માટે વેરિયેબલ વ્યાસ સપોર્ટિંગ ડિવાઇસનું સંચાલન અને ઉપયોગ કરવો સહેલું છે.
2. તે 0.5-3.0 મીમીની સામગ્રીની જાડાઈ સાથે તમામ પ્રકારના ધાતુના કોઇલ માટે યોગ્ય છે.
3. તે ઇન્ટિગ્રલ સ્ટીલ સ્ટ્રક્ચર બોડીને અપનાવે છે, જેમાં નક્કર માળખું, સ્થિર કામગીરી, નાનો વ્યવસાય અને જગ્યા બચત છે.
4. રોલર બેરિંગ સ્ટીલથી બનેલું છે. હીટ ટ્રીટમેન્ટ અને એચઆરસી 60 ના શમન પછી, તે સખત ક્રોમિયમથી plaોળ કરવામાં આવે છે અને ફરીથી ગ્રાઇન્ડેડ કરવામાં આવે છે, જેમાં મજબૂત ટકાઉપણું હોય છે.
5. કોઇલ વધુ સરળતાથી ફેરવવા અને તેની લોડ ફોર્સ વધારવા માટે બ્રેક ડિવાઇસને સમાયોજિત કરી શકાય છે.
6. આયાત કરેલ ઇલેક્ટ્રોમેગ્નેટિક કોન્ટેક્ટર અને ઇલેક્ટ્રોનિક ઘટકોનો ઉપયોગ ઇલેક્ટ્રિક નિયંત્રણ માટે થાય છે, જેમાં ઓછા ખામી અને લાંબા સેવા જીવન હોય છે.
7. તેલ દબાણ વિસ્તરણ પસંદ કરી શકાય છે. ભારે સામગ્રીને લીધે, તે આગ્રહણીય છે.
ઇલેક્ટ્રિકલ હાર્ડવેર, ઓટોમોટિવ હાર્ડવેર, મિકેનિકલ હાર્ડવેર, એર કન્ડીશનીંગ હાર્ડવેર, કિચન હાર્ડવેર સ્ટેમ્પિંગ ઓટોમેશન ઓપન બુક લેવલિંગ .પરેશન.
અનન્ય ફાયદા:
સ્ટેમ્પિંગ વપરાશકર્તાઓને એક ફ્રેમ લેવલિંગ મશીનમાં બેને ખૂબ જ પસંદ છે. એકમાં એક મેટ્રિકલ રેક અને લેવલિંગ મશીન મટીરિયલ રેક અને લેવલિંગ મશીનને એકીકૃત કરે છે, જે જગ્યાને મોટા પ્રમાણમાં બચાવે છે, તેની મધ્યમ કિંમત અને costંચી કિંમતની કામગીરી હોય છે, અને સામાન્ય રીતે સ્ટેમ્પિંગ પ્રોડક્શન લાઇનના રૂપરેખાંકન માટે સાધનોનો ઉપયોગ થાય છે.
ઇન્સ્ટોલેશન અને ડિબગીંગ પદ્ધતિ:
1. સામાન્ય ઉત્પાદનો દ્વારા ઉપયોગમાં લેવામાં આવતી કાચા માલની જાડાઈ અને ફીડિંગ સ્ટેપ અંતરની લંબાઈ અનુસાર, ફીડર અને કાચા માલની જાડાઈ વચ્ચેનું અંતર નક્કી કરવું જોઈએ. જો સામગ્રીની જાડાઈ ગા thick હોય અથવા ફીડિંગ સ્ટેપનું અંતર લાંબું હોય, તો ફીડરથી અંતર યોગ્ય રીતે વધારવું જોઈએ, નહીં તો, તે યોગ્ય રીતે ટૂંકાવી શકાય છે.
2. સ્ટ્રેઇટિંગ રોલરનું કેન્દ્ર ફીડરના રોલર કેન્દ્ર અને પંચ મરીના કેન્દ્રની સાથે હોવું જોઈએ.
The. ઇન્સ્ટોલેશનની સ્થિતિ યોગ્ય સ્થિતિમાં આવે તે પછી, વિન્ડિંગ દરમિયાનના વિસ્થાપનને રોકવા માટે ભૂગર્ભ બોલ્ટ શક્ય ત્યાં સુધી નિશ્ચિત કરવામાં આવશે.
4. ઇન્સ્ટોલેશન પછી, મહેરબાની કરીને મશીન પર એન્ટિ્રસ્ટ તેલ લગાવો અને લુબ્રિકેટિંગ તેલ ફરીથી ભરો.





